Produktionsprozess
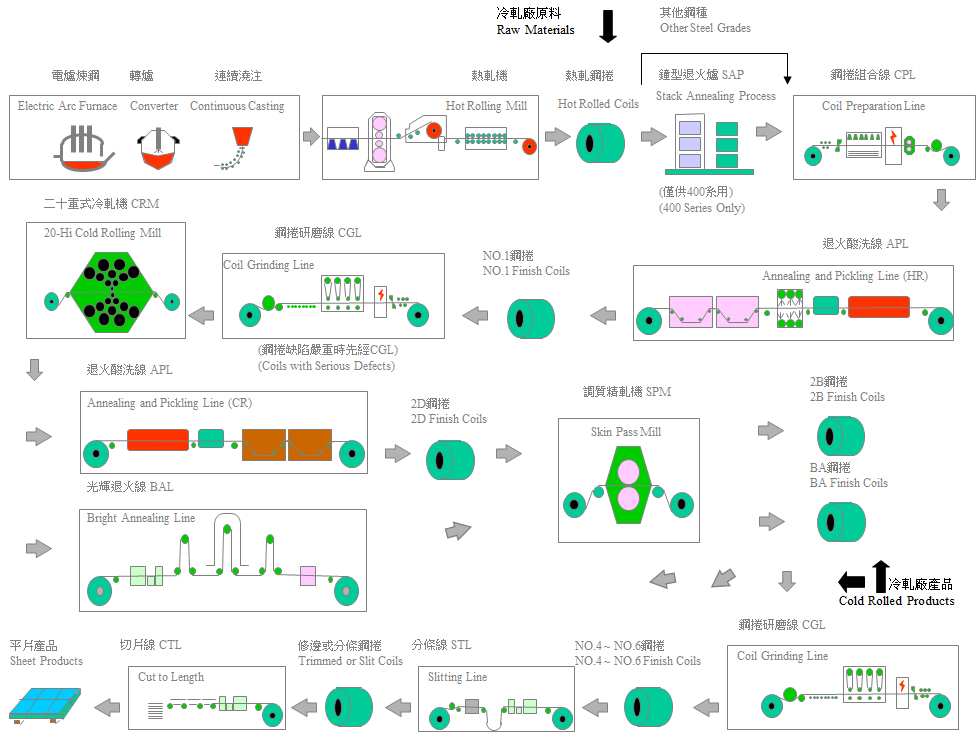
Die warmgewalzten Stahlspulen der 200er und 300er Serie werden zunächst in der Spulenmontagelinie, Kopf und Ende werden geschnitten und Führungen werden geschweißt. Anschließend werden sie zum Glühen, Sandstrahlen und Beizen in die Glüh- und Beizlinie geschickt, um das Rostoxid auf der Oberfläche der Stahlplatte zu entfernen und sie zu passivieren. Die durch dieses Verfahren hergestllte Stahlspule ist allgemein als weiße Stahlspule (mit Nr. 1-Oberfläche) bekannt.
Wenn die Oberfläche der weißen Stahlspule Defekte aufweist, kann diese durch die Stahlspulenschleifanlage entfernt werden. Liegen keine oder nur geringfügige Mängel vor, kann es vom 20-Hi Kaltwalzwerk direkt auf die erforderliche Dicke gewalzt werden. Abhängig von den Oberflächenanforderungen des Endprodukts können die gewalzten Stahlspulen getrennt von einer Glüh- und Beizlinie oder einer Blankglühlinie verarbeitet werden.
Die Stahlspule mit 2D-Oberfläche oder BA-Oberfläche wird durch Wärmebehandlung hergestellt und dann durch Abschrecken und Tempern verarbeitet. Die Oberfläche der Stahlspule kann glatter und flacher gemacht werden, d.h. eine Stahlspule mit 2B-Oberfläche oder BA-Oberfläche.
Die warmgewalzte Stahlspule der Serie 400 muss lange Zeit in einem Stapel-Glühverfahren wärmebehandelt werden, um die Größe und Verteilung der Karbide in der Struktur zu ändern. Danach werden in der Spulenmontagelinie die Kanten und Enden die Führungsblätter geschweißt. Die Waschlinie wird sandgestrahlt und gebeizt, um den Oxidablagerungen auf der Oberfläche der Stahlplatte zu entfernen. Der Rest des Produktionsprozesses ist der gleiche wie bei der 300er-Serie.
Nach der oben genannten Verarbeitung kann die Stahlspule von der Schneid- und Schneidemaschine gemäß den besonderen Bedürfnissen des Kunden zugeschnitten, in Spulen und Streifen unterteilt oder von der Schneidemaschine in Stahlbleche mit fester Länge und Breite geschnitten werden. Dann wird sie verpackt und an den Kunden versendet.