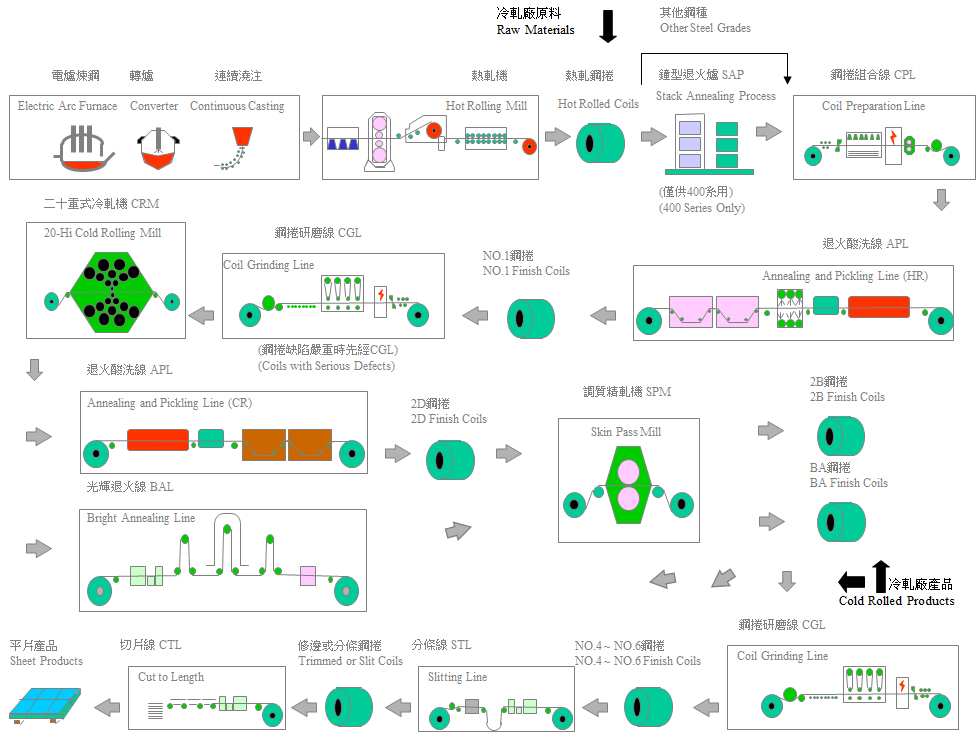
Production Processes
For hot rolled coils of both 200 series and 300 series, these hot rolled coils are sent to CPL first for the working processes of coil end cutting, and lead strip welding. After CPL, coils are sent to APL for the working processes of annealing, descaling, and pickling to remove surface oxidizing to form passivation films. The No.1 finish coils, so-called white coils, are produced after the working processes of APL.
The No.1 finish coils can be sent to the CGL for grinding if surface defects occur. For No.1 finish coils with flawless or little defect surface, these coils can be directly sent to CRM for rolling. After CRM, coils are cold rolled to required aim thicknesses. According to the final surface finish requirements, the cold rolled coils may be sent to APL (i.e. 2D finish coils) or to BAL (then must be sent to SPM for BA finish coils). After further skin pass processes in SPM, the coils, either 2B or BA products, will posses a more smooth and flat surface.
Hot rolled coils of unstable 400 series must be sent to SAP first for the long time period of annealing process, and the carbides in the textures can be reformed into the uniform sizes and the regular distributions. And then, the hot rolled coils are sent to CPL for the working processes of coil end cutting, and lead strip welding. After CPL, coils are sent to APL for the working processes of descaling, and pickling to remove surface oxidizing scales. The following working processes are similar to those of 300 series.
According to the requirements of customers, coils can be sent to STL for the working processes of separating and slitting, or sent to CTL for the working processes of cut-to-length. And then, the final products with packing will be delivered to the customers.