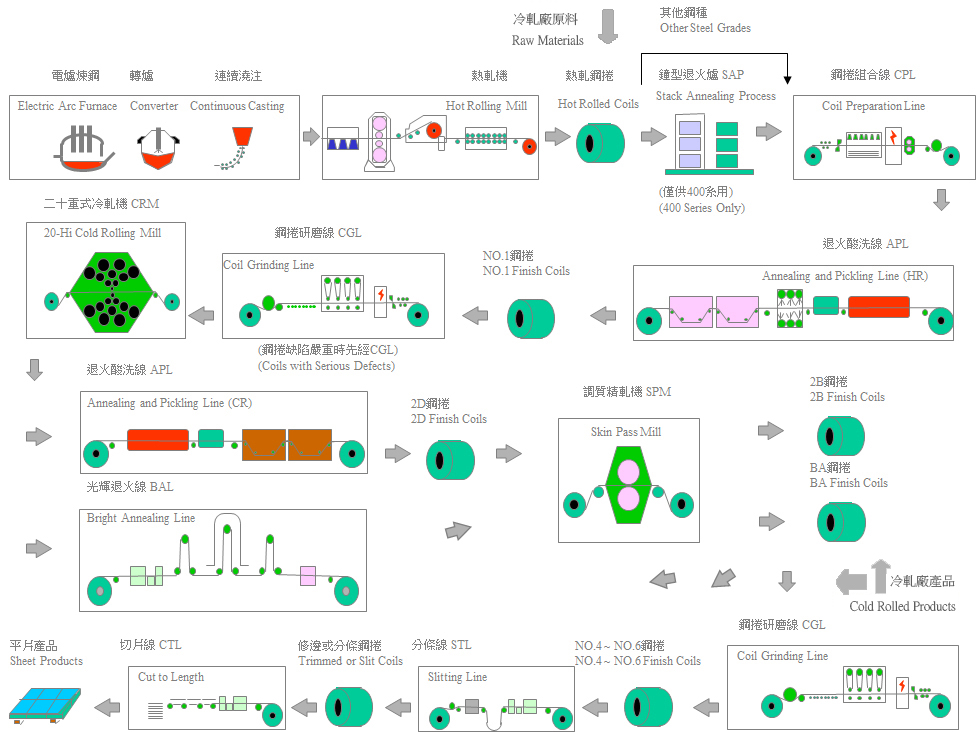
生產流程
200系、300系熱軋鋼卷首先經由鋼卷組合線切頭尾、焊導片後,送至退火酸洗線退火、噴砂以及酸洗,以去除鋼板表面之氧化銹皮並作鈍化處理。經此製程完成之鋼卷即為俗稱之白皮鋼卷(具No.1表面)。 白皮鋼卷若表面有瑕疵可經由鋼卷研磨線加以磨除;若無瑕疵或輕微瑕疵則可直接由二十重式冷軋機往復多次軋延至所需之厚度。軋延後之鋼卷視最後成品表面需求,可分別由退火酸洗線或光輝退火線作熱處理製成2D表面或BA表面之鋼卷,再經調質精軋機加工後,可使鋼卷表面更光滑、平坦,即為2B表面或BA表面之鋼卷。 400系熱軋鋼卷必須先經鐘型退火爐長時間熱處理,重新改變組織之碳化物大小與分佈,之後,再經由鋼卷組合線切頭尾、焊導片後,送至退火酸洗線作噴砂以及酸洗,以去除鋼板表面之氧化銹皮,其餘生產流程同300系。 經上述加工後之鋼卷可依客戶的特殊需求,再分別由裁切分條機修邊、分卷、分條或由切片機切成固定長度、寬度之鋼片,包裝後運交客戶。